


要使用3D列印機,除了機器品質好,線材的品質要夠,最重要的就是切片軟體要夠厲害。
到底國外3D列印機大廠的切片軟體如何使用呢?今日就來跟大家分享CURA這套由會建造紅毛城、赤崁樓、安平古堡的荷蘭人寫的切片軟體。
首先安裝這套軟體,及設定為你的機器這部分,我們的操作手冊都有寫,就不夠述了,直接導入重點吧!!

所以點開你的CURA!!
接著就會有下面的畫面,直接看介紹吧!!

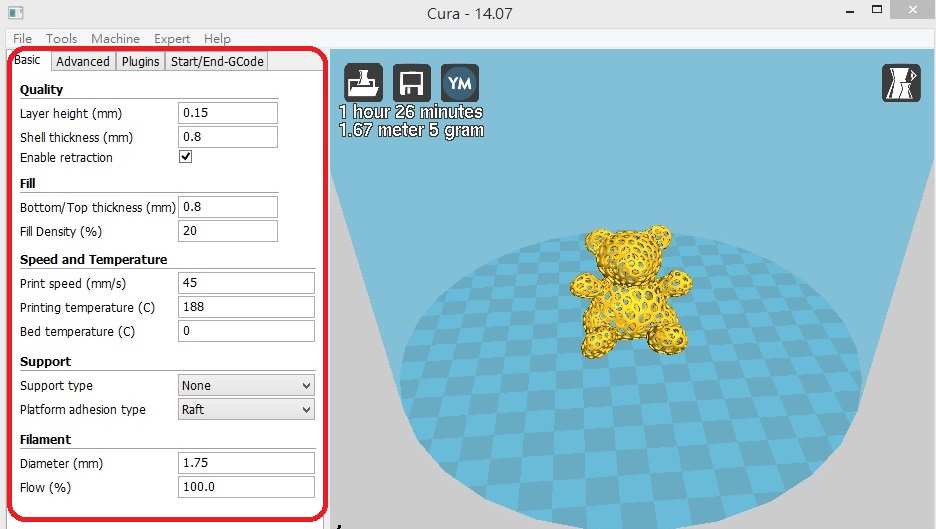
想必大家都跟我的英文一樣不好,直接來個翻譯吧!!
Quality -> 品質
Layer height (mm) -> 層高--也就是列印時每一層的高度,可以設定0.1mm~0.4MM,當然設定的愈小,印出來的愈漂亮,但是相對的時間也愈長,建議設定0.15或0.2即可。
Shell thickness (mm) -> 側面殼厚--就是我們的模型外殼,如果你想要殼厚一點就設定高一點吧,不過這裡的設定要是0.4的倍數哦,因為我們的噴頭是0.4mm, 如果你設定0.8,那他就會列印二層,1.2就是三層,以此類推.....如果設定的不是0.4的倍數,那就..................自已玩玩看吧。
Enable retraction -> 啟動倒抽(防止牽絲)--當我們在列印的時候,有時會需要空跑,例如你印的二個物件,中間會有空跑的地方,如果不開啟這個,就會有牽絲的狀況,而且PLA的狀況會特別明顯。所以建議要開。
Fill -> 填充
Bottom/Top thickness (mm) -> 封頂/封底 殼層厚度--這概念跟側面殼厚是一樣的,只是他是指最上跟最下層的厚度,如果設的太小,會容易有破洞的狀況,如果你印個水杯,可能會漏水,所以建議0.8mm的厚度,當然這裡是要你的Layer height (mm) -> 層高的倍數。
Fill Density (%) -> 內部填充百分比--大家都知道3d列印速度不快,但是有個方法可以加快,那就是設定密度,這裡可以設定10%~100%,10%就是將近空心,軟體會自動幫你長成結構,不用自已畫,列印起來除了省時省料外,還可以達到物件輕量化的設計,非常的有利使用者。而100%就是實心啦,印完拿來丟人可是會痛的。
Speed and Temperature -> 列印速度/溫度
print speed(mm/s) -> 列印速度--這裡可以自行調整列印速度,通常要印的細,除了層高調低外,速度調慢也會有效果。我們的機器通常出廠都有一個建議值,使用者不必調。
Printing temperature (c) -> 加熱頭溫度--我們的機器雖然建議買我們有測試過的料,不過如果你用別人的料,我們的機器也是可以改溫度的啦!! 建議印PLA溫度190~210度,ABS210~230度。不過不同家的機器還是建議使用原廠提供的料,才比較不會傷噴頭。
Support -> 支撐
Support Type ->支撐型態--支撐就是當你的物件有懸空的時候,你靠轉方向也沒辦法解決時,就是得印支撐。就像蓋房子一定要先有鷹架,不然一定蓋不起來。
- None -> 不使用支撐
- Touching buildplate -> 僅支撐底面--只在懸空到底板長支撐,如果懸空物件下面是物件的話,那就不會長支撐。
- Everywhere -> 所有斜側面都產生支撐--這就是管他三七二十一,只要有懸空就都給他長支撐就對了。
Platform adhesion type -> 底板---列印底板是為了加強物件與工作平台的附著度,如果物件附著的不好,被拖著動,則物件就成型失敗,而且就變鳥巢了,建議是可以打開。
- None -> 不印底板
- Brim -> 產生延伸的邊緣--他長的形狀會像井字型。
- Raft -> 產生棧板--他會長四層實心的,就好像幫你印了個杯墊一樣,這個好拆又不留痕。
Filament -> 線材
Diameter (mm) -> 線材直徑--依照機器的線徑輸入1.75吧!!
Flow (%) -> 擠出量微調--通常是設定100,如果你的成型物件會有太多料的情況,就可以把這數值調低。
這些參數設定好後,再來就是要來決定你的物件大小、方向啦!! 請見以下說明:




最後的最後,一定要做下面的步驟,不然一切都是白做工!!!
