一、列印模型脫落,但是底層跟支撐材卻完好無缺的在上載台?
ANS: 通常會發生這個狀況的原因,通常是因為支撐力不夠,嚴格上來說是『模型與離型模』的拉拔力大於『模型與支撐』之間的拉拔力,所以模型被拉下來掉入樹脂槽。所以建議以下方法:
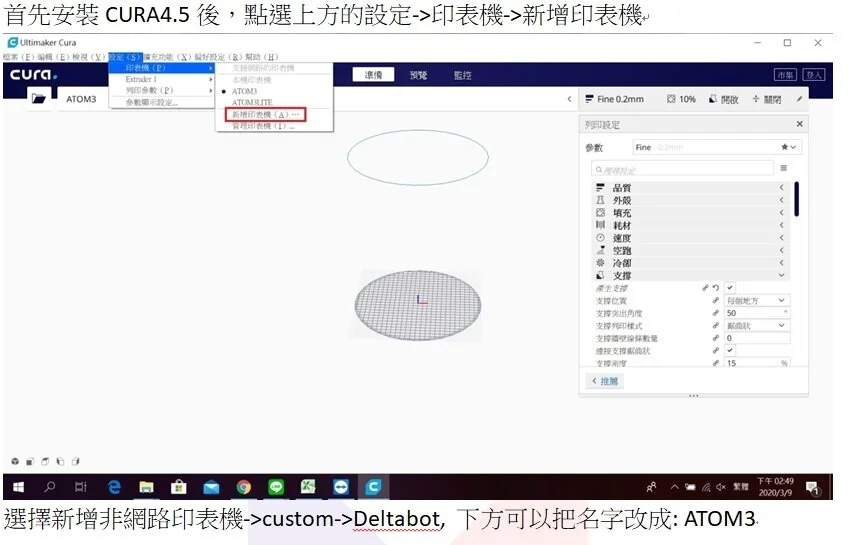
1️⃣ 在切片軟體,增加支撐粗度,如是用自動生成,把支撐設置選擇「粗」,並點選「+所有」。
2️⃣ 在支撐材設定手動增加接觸直徑和接觸深度。
3️⃣ 將支撐材密度提升至至少 65%。
4️⃣ 將上載台抬升速度減緩。
二、列印上載台並沒有東西,完全是空的?
ANS: 通常是『模型與離型模』的拉拔力大於『模型與上載台』,所以建議以下方法:
1️⃣ 使用粗糙度 80 的砂紙磨載台
2️⃣ Z 軸校正時,確定紙張有穩穩地夾好
3️⃣ 在赤兔裡面手動增加底大小
4️⃣ 增加底層曝光時間
5️⃣把LCD邊綠上的黑色膠帶換成比較薄的電火布膠帶
三、列印模型不完全,會有一個洞一個洞的狀況?
ANS: 通常是LCD被壓壞,造成LCD有暗點,因此有暗點的地方就無法成型。建議可以先用機器按LCD TEST確認LCD是否壞掉,如果是LCD壞掉,請更換新的LCD, 如果不是,列印前請檢查樹脂槽內是否有硬塊,LCD或是離型模上是否有髒東西遮到光源。
四、列印模型尺寸有問題,模型變長了?
ANS: 通常是切片軟體的XY分辨率設定錯誤,造成切片軟體設定的層高跟樹脂設定的層高不同造成。建議以下做法:
1️⃣ 更新你的切片軟體chitubox到最新版本。
2️⃣ 設定機型要確認正確。
3️⃣ 在chitubox裡面設定列印層高、跟機器連線手動設定樹脂層高要一致。(某些機型樹脂設定是在chitubox則無這問題。
五、列印時,在載台上升時會出現『啵』的聲音,好像有東西在拔開的聲音是正常的嗎?
ANS: 是正常的。這是列印模型在往上拉拔離開『離型模』的聲音,有這個聲音表示列印成功哦!
六、模型固化完,為什麼表面有些地方會亮亮的?
ANS: 這種通常是因為表面有些地方沒有洗乾淨,就拿去做二次固化,而沒洗乾淨的樹脂在二次固化後,就會變成亮亮的殘留物感。
七、模型會有很明顯的層紋?
ANS: 通常會發生這個狀況的原因,是因為上載台再度下降列印下一層時,模型還在晃動,造成列印有偏差。建議以下幾點作法:
1️⃣ 在切片軟體,增加支撐粗度,或是轉換列印方向。確保支撐材是抓的住模型的。
2️⃣ 減慢上載台下降的速度。
3️⃣ 延遲照光時間加長。